


关键词 |
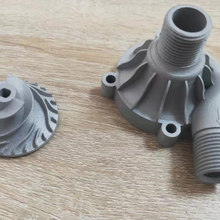
涡轮壳,打印发动机,3d打印涡轮,打印铝合金涡轮 |
面向地区 |
全国 |
材质 |
304 |
加工产品范围 |
电子元件 |
加工方式 |
来样加工 |
工件材质 |
亚克力板 |
PFM的制作要求既美观又。如:表面加工特征(如圆角、特征棱线等)与数据一致、各种形状的孔位精度符合要求±0.3mm 、0-500mm的尺寸范围内的加工极限偏差为±0.40mm;模型外表面要铺设装饰板美化、喷漆, 骨架不能外露等等, 基本上属于数字化的产品模型。 材料选用、骨架设计及焊接、泡沫粘接、过切编程及加工、油泥涂覆、油泥精加工、胎架(底盘),成型精修、车轮车轴及附件的制作和色彩(喷漆)处理等过程,终设计方案是以A 级曲面数模的形式发布。
材料选用、骨架设计及焊接、泡沫粘接、过切编程及加工、油泥涂覆、油泥精加工、胎架(底盘),成型精修、车轮车轴及附件的制作和色彩(喷漆)处理等过程,终设计方案是以A 级曲面数模的形式发布。 校验模型制作的关键是柔性、可替换,精度高, 各零部件实物均能以实车状态装到模型上,每一可拆卸模型与主体骨架采用定位销与螺钉连接,加工装配表面光顺、间隙均匀化定义模型尺寸误差皆小于0.35mm(缝隙基准精度小0.02mm)。
校验模型制作的关键是柔性、可替换,精度高, 各零部件实物均能以实车状态装到模型上,每一可拆卸模型与主体骨架采用定位销与螺钉连接,加工装配表面光顺、间隙均匀化定义模型尺寸误差皆小于0.35mm(缝隙基准精度小0.02mm)。 由3D造型软件输出STL数据格式,然后用切片软件沿成形的高度方向,每隔一定的间隔进行切片处理,以便提取界面的轮廓。间隔的大小根据被成形件精度和生产率的要求来选定,间隔愈小,精度愈高,但成形时间愈长。间隔的范围在0.1mm 左右,在此取值下,能得到比较光滑的成形曲面。
由3D造型软件输出STL数据格式,然后用切片软件沿成形的高度方向,每隔一定的间隔进行切片处理,以便提取界面的轮廓。间隔的大小根据被成形件精度和生产率的要求来选定,间隔愈小,精度愈高,但成形时间愈长。间隔的范围在0.1mm 左右,在此取值下,能得到比较光滑的成形曲面。
叠层制造的过程因各种成形工艺的不同而有较大的差异。典型的RP件工艺有:熔融沉积造型、光固化立体造型、选择性激光烧结、分层物件制造等。
为了使零件在表面状况或机械强度等具备某些功能性需求,其尺寸稳定性、精度等的要求,需要对其进行相应的后处理:A、对于具有终使用性功能要求的原型制件,通常采取渗树脂的方法对其进行强化;B、而用作熔模铸造型芯的制件,通过渗蜡来提高表面光洁度;C、另外,若存在以下问题,通常需要采用修整、打磨、抛光和表面涂覆等后处理工艺:
原型件表面不够光滑,其曲面上存在因分层制造引起的小台阶,以及因STL格式化而可能造成的小缺陷;2】原型的薄壁和某些小特征结构(如孤立的小柱、薄筋)可能强度、刚度不足;3】原型的某些尺寸、形状还不够;4】制件表面的颜色可能不符合产品的要求等。 激光切割机的精度可以达到0.2mm,完全满足样车试制的要求。对于现代CAD/CAM 制造技术来说,样件的激光切割精度就更加依赖其定位支架的制作工艺。定位支架分为油泥固定和数模截面线定位两种形式。
激光切割机的精度可以达到0.2mm,完全满足样车试制的要求。对于现代CAD/CAM 制造技术来说,样件的激光切割精度就更加依赖其定位支架的制作工艺。定位支架分为油泥固定和数模截面线定位两种形式。
油泥式固定支架(如图5):在油泥未凝固前,由拉延件型面确定出固定形状。因油泥符合实际制件型面,定位相对稳定。但容易偏离数模原始状态,且不易发现差别。 RP技术是80年代后期发展起来的快速成型(Rapid Prototyping简称RP)技术,被认为是近年来制造技术领域的一次重大突破,其对制造业的影响可与数控技术的出现相媲美。RP系统综合了机械工程、CAD、数控技术,激光技术及材料科学技术,可以自动、直接、快速、地将设计思想物化为具有一定功能的原型或直接制造零件,从而可以对产品设计进行快速评价、修改及功能试验,有效地缩短了产品的研发周期。而以RP系统为基础发展起来并已成熟的快速模具工装制造( Quick Tooling)技术,快速精铸技术(Quick Casting),快速金属粉末烧结技术(Quick Powder Sintering),则可实现零件的快速成品。
RP技术是80年代后期发展起来的快速成型(Rapid Prototyping简称RP)技术,被认为是近年来制造技术领域的一次重大突破,其对制造业的影响可与数控技术的出现相媲美。RP系统综合了机械工程、CAD、数控技术,激光技术及材料科学技术,可以自动、直接、快速、地将设计思想物化为具有一定功能的原型或直接制造零件,从而可以对产品设计进行快速评价、修改及功能试验,有效地缩短了产品的研发周期。而以RP系统为基础发展起来并已成熟的快速模具工装制造( Quick Tooling)技术,快速精铸技术(Quick Casting),快速金属粉末烧结技术(Quick Powder Sintering),则可实现零件的快速成品。

全国座椅样件热销信息